

在金属成型过程中验证零件取出的4种检测方法

在对金属板材进行冲孔或开槽时,必须在下一次冲压前清除多余的材料。如果废料或成型零件意外残留,冲压机必须在其运动到达临界点之前停止,否则进一步运动可能会损坏冲压机和模具。可以通过多种精确可靠的传感器为模具提供保护。阅读下文,介绍4种在金属成型过程中验证零件取出的检测方法。
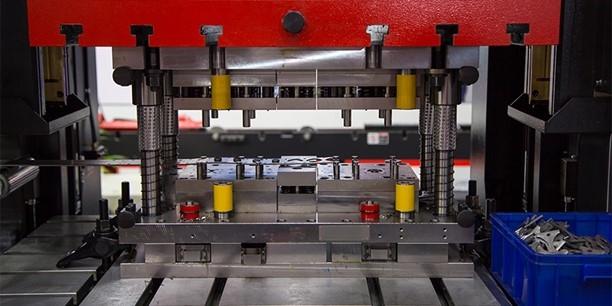
监控脱料板
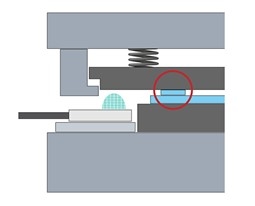
模具中遗留的材料会对模具造成严重损坏。
在冲压机下压冲程期间,装有弹簧的脱料板向下推动进料,防止其在冲压模具缩回时被向上拉动。使用电感式传感器在下压冲程期间检测脱料板,确认模具中没有剩余材料。如果发生脱料板缺失,意味着有东西导致脱料板无法触底,控制器必须停止冲压。
为了避免发生这种错误以及造成机器停机,通常在下模中安装电感式传感器(如 NMB6-F104M)来检测脱料板。在每个角上安装一个传感器,以确保模具得到充分保护,无论遗留的金属件位于何处(这种情况下,四个角中的一个或多个不会触底)。
零件脱出滑槽检测
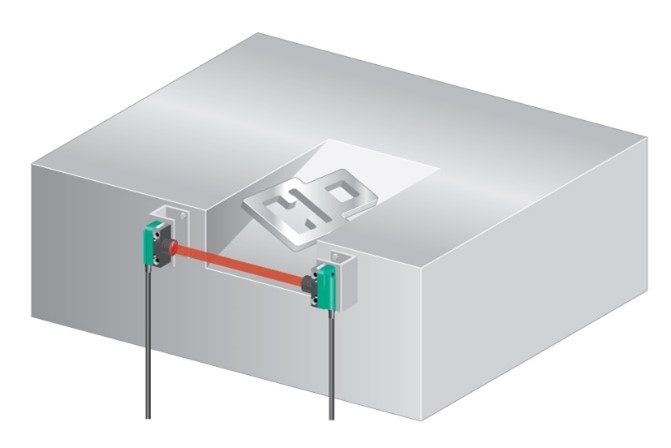
通过对射型光电传感器确认零件是否脱出。
有时,只需验证零件是否脱出就可以确保模具安全。通过对射型传感器(如 MD17 / MV17)监测零件通过滑槽或自由落入料仓的情况。当脱落的零件遮挡检测光束时,便可被检测到。
具有更宽检测区域的可靠目标检测
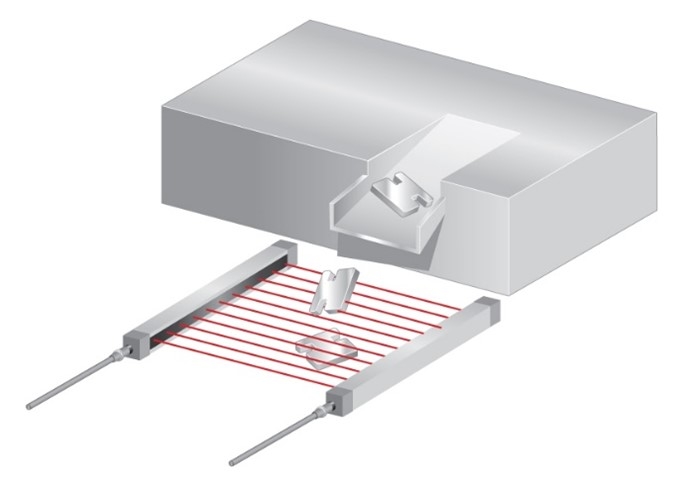
通过光栅和槽栅传感器提供更宽的检测区域。
槽型光栅传感器(如 RAL150)也是确认零件弹出的理想选择。与单线对射光束相比,槽型光栅传感器提供了更宽的检测区域,这在无法精确控制弹出零件的位置和方向时非常有用。整个区域内的目标物检测和可调节的灵敏度等级,可实现对非常小的或较大的物体进行可靠检测。
通过相机系统即时“绘制”零件模具
近年来,随着相机性能的提高和成本的降低,相机技术在工业环境中的应用迅速发展。倍加福工业相机系统(如视觉传感器 VOS2000-F226R )可即时“绘制”零件模具,并从更远的距离对模具进行扫描,从而检测出多余的废料。如果扫描图像与传感器示教的图像不匹配,则该区域内存在多余废料。

通过相机系统将模具表面或模具与存储的示教图像进行对比。
如果成型模具遭受严重损坏,则可以检测出损坏的工具与最初的原始工具之间的尺寸差异。
基于相机原理的传感器必须对目标区域进行充分照明,以确保相机系统的优异性能。上下模具之间的距离越大,阴影越少,越能对检测区域进行可靠照明以获取准确图像。


台灣倍加福有限公司
信義路5段150巷2號21樓之4
信義區
11059 台北市 臺灣
臺灣
fa-info@tw.pepperl-fuchs.com
 +886 2 27227708
+886 2 27227708
Pepperl+Fuchs 倍加福是領先全球的電子感測器 和 零組件的開發與製造商. 超過七十年的不斷創新、穩定的品質與持續的業績增長,成就了今日的我們, Pepperl+Fuchs 倍加福在全球擁有 6,300 名員工,並在德國、美國、新加坡、匈牙利、印尼和越南都設有製造工廠,其中多數工廠已通過 ISO 9001 認證