

포장 산업

Pepperl+Fuchs offers a comprehensive portfolio of sensor solutions for the packaging industry.
Sensor Solutions for All Packaging Industry Applications

Find a comprehensive overview of our products and solutions for the packaging industry.
Our product highlights for packaging applications
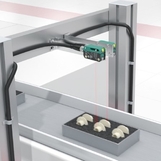
In production plants, automatic conveyor systems transport products through all stages of production. With the help of the powerful DuraBeam laser technology, R10x series photoelectric sensors detect the correct positioning of even the smallest objects.

Stationary readers like the OPC120 can read 1-D or 2-D codes on pharmaceutical product packaging at high speeds and process the data according to GIS1 standards.

The PMI F90 inductive positioning system monitors the guide rollers in packaging machines. The system controls the unwinding and winding speed of films and fabrics and prevents tears in the material.

Multiple-Beam Light Barriers ensure the highest quality standards and reliable protection of personnel and machines. They create a two-dimensional detection zone that protects users' fingers, hands, and bodies, depending on the application. This ensures that the highest safety standards, up to PL e, Cat. 4 and SIL 3, are adhered to at all times.

Ethernet IO modules with integrated IO-Link master support up to eight IO-Link-compatible devices. This enables continuous diagnostics and parameterization right down to the sensor/actuator level while achieving maximum process transparency.

In filling lines, R20x photoelectric sensors detect bottle presence and absence—even when the bottles are clear glass! During the bottle cap feeding process, diffuse mode sensors detect the smallest irregularities, such as damaged or out-of-place caps, preventing incorrect cap feeding.

During labeling of shower gel and shampoo bottles, double-sheet sensors not only monitor the distance but also the presence of labels on the carrier material. If there is a label missing, the sensors deliver a switching signal and prevent bottles without labels from leaving the packaging line.

When taking stock and managing inventory of packaging material in small and mid-sized warehouses, wireless Bluetooth RFID handhelds ensure smooth operation.


페펄앤드푹스코리아(주)
서울특별시 서초구 서초대로88
6층 (유니온빌딩)
06673 대한민국
대한민국
info@kr.pepperl-fuchs.com
 +82 2 34819494
+82 2 34819494
Pepperl+Fuchs는 세계 자동화 시장에서 전자기 센서 및 컴포넌트 제조 및 개발의 선두주자입니다. 지속적인 혁신, 오래토록 변치 않는 품질 및 꾸준한 성장이 지난 70년 동안 계속적인 성장을 보장하였습니다. Pepperl+Fuchs의 전세계에 6,300명의 임직원을 보유하고 있으며, 독일, USA, 싱가포르, 헝가리, 인도네시아 및 베트남에 제조 시설을 가지고 있으며, 대부분 ISO9001을 획득하였습니다.